



Demander des conseils
Puissant et précis
Notre large gamme de lasers offre une solution pour presque tous les domaines d’application et matériaux. Tous les systèmes laser sont équipés d’un Safety Device (SD) certifié selon EN ISO 13849, conformément aux exigences de la sécurité fonctionnelle, et garantissent ainsi à l’utilisateur une protection maximale contre les dysfonctionnements et un état sûr de son système laser. (EN 13849 PLe cat. 4). Le choix du laser le plus approprié se fait toujours en collaboration avec le client, en fonction de l’application et des critères suivants : Propriétés du matériau, exigences en matière de temps de cycle et budget.
Les lasers de la série Business Diode IR sont les plus polyvalents de la maison ACI. Grâce à leur grande efficacité énergétique et à la qualité de leur faisceau, ils conviennent pour le marquage de pièces individuelles jusqu’à la production en grande série. Typiquement, ces systèmes laser sont utilisés dans des postes de travail manuels pour le marquage de palettes entières de pièces ou dans une ligne automatisée.
Les lasers à solide pompés par diode de la série Economy Diode sont des systèmes d’entrée de gamme idéaux pour les petites et moyennes entreprises ayant des besoins de marquage raisonnables. Selon l’application et le temps de marquage disponible, il est possible de choisir entre différentes classes de puissance.

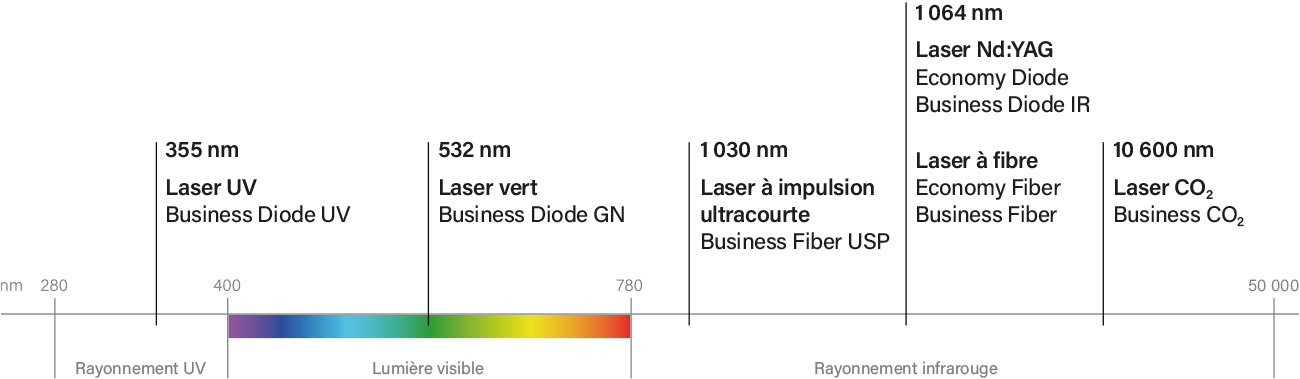
Les lasers UV Business Diode fonctionnent avec une longueur d’onde de 355 nanomètres dans le domaine spectral ultraviolet. Il est possible d’obtenir des résultats de marquage de haute qualité sur un grand nombre de matériaux organiques et inorganiques lors de ce que l’on appelle le « marquage laser à froid ».
Les lasers de la série Business Diode GN sont des lasers à diode d’une longueur d’onde de 532 nanomètres. Le « laser vert » permet de réaliser des inscriptions sur des matériaux qui ne sont que peu ou pas marquables dans le domaine infrarouge.

Les lasers de la série Business Fiber sont parfaitement adaptés au marquage des métaux. Grâce à l’excellente qualité du faisceau et aux largeurs d’impulsion variables, nos puissants lasers à fibre permettent d’obtenir d’excellents résultats de marquage.
Les lasers de la série de produits Economy Fiber sont des systèmes de marquage laser simples d’utilisation et robustes, conformes à la classe laser 4. Ils constituent des systèmes d’entrée de gamme idéaux pour le traitement des matériaux par laser avec la technologie laser à fibre pour les applications standard.
Business CO₂ Les lasers sont des lasers à gaz et comptent, avec les lasers à solide, parmi les lasers les plus puissants et les plus utilisés dans le traitement industriel des matériaux. Ils sont principalement utilisés pour la découpe et la gravure.
Au cours des 30 dernières années, une catégorie de petits appareils de marquage s’est établie dans l’industrie pour le marquage des matériaux – le marquage et la gravure avec des appareils de marquage laser ou des lasers de gravure pour des résultats résistants à l’abrasion. Actuellement, l’attention se porte de plus en plus sur les codes qui sont insérés dans le matériau à l’aide d’un laser de marquage. Selon le domaine d’application, les installations de marquage au laser sont conçues pour un fonctionnement manuel ou automatique. Une installation de marquage laser avec porte levante automatique convient comme poste de travail manuel lorsqu’une grande flexibilité est requise pour des applications individuelles avec un contrôle total de l’utilisation. En revanche, si les applications sont nombreuses et constantes, une installation automatique de marquage ou de gravure au laser convient.
Leur structure complexe le permet – les systèmes de gravure laser sont parfaitement équipés pour être intégrés dans une ligne de production. Ils sont souvent équipés en plus d’accessoires laser tels qu’une unité rotative ou une caméra multifonctionnelle pour aider au positionnement dans l’espace de travail. Contrairement au laser à diode, que tout le monde connaît grâce au pointeur laser, le procédé de marquage utilise plutôt des lasers à fibre, des lasers CO2, des systèmes Nd:YAG et Nd:YVO4 pour le marquage laser de matériaux ou de leurs surfaces. En tant que machine compacte, le laser de marquage industriel est prédestiné à répondre aux exigences spécifiques du client en matière de processus de marquage (inscription) de matériaux tels que le plastique, la céramique, le verre, le métal, le bois, le cuir, les films et les peintures, et offre des solutions pour presque toutes les surfaces de produits. Par exemple, le marquage par recuit n’est réalisable avec aucune autre technologie existante. Lors du processus de marquage, l’adaptation des paramètres laser – tels que la puissance du laser, la fréquence, la largeur d’impulsion, etc. – il est possible de réagir individuellement aux différentes exigences des clients afin d’obtenir un marquage de la plus haute qualité.
Nous utilisons des cookies sur notre site web. Vous pouvez choisir ci-dessous si vous souhaitez accepter les cookies non essentiels et, le cas échéant, lesquels, et obtenir des informations complémentaires à ce sujet.
Appuyez sur ENTER pour confirmer ou sur ESC pour fermer