


Metales
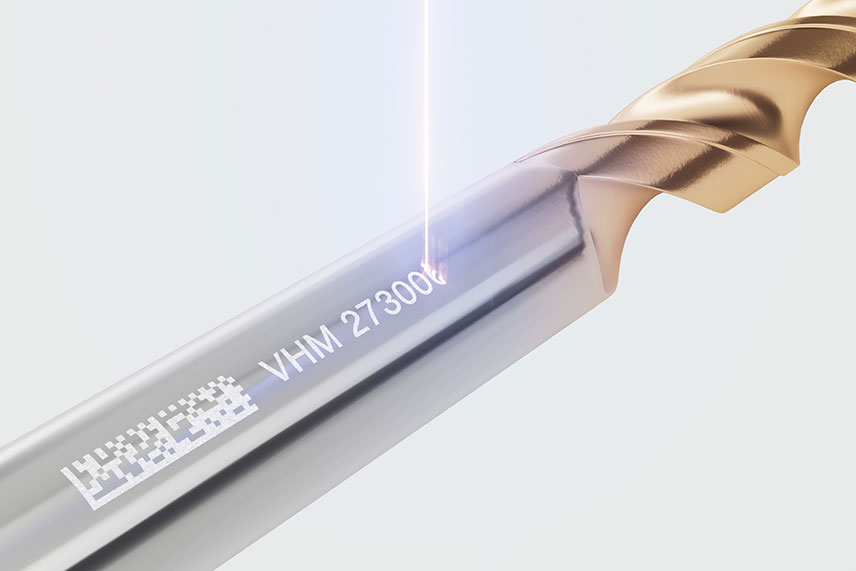
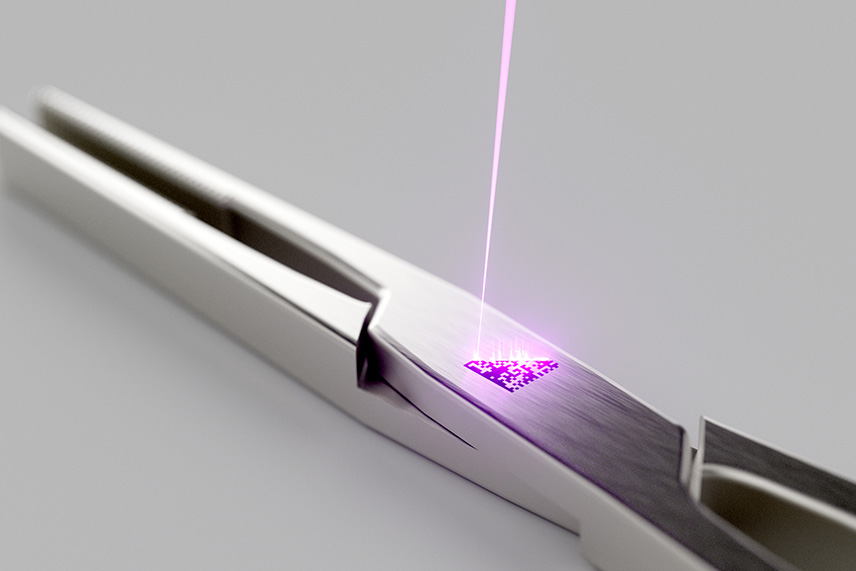
Los metales no magnéticos, como el aluminio, el cobre y el latón, pueden grabarse con el láser. Dependiendo del contenido de carbono, es posible una reacción cromática en metales magnéticos como el acero.